
全觸展剛剛結束,小編幾乎逛遍了1、2展館,看到了很多陶瓷產業(yè)鏈的企業(yè),手機陶瓷中框是摸了又摸,細膩光滑,愛不釋手,手感是真的好,就像美女的皮膚一樣!據(jù)說目前一個中框加工價值不菲,那么它的制作工藝是怎樣的?今天,我們來簡單粗略的了解一下。圖片來源于網絡

▲ 圖1 陶瓷中框
一、框體粗胚成型
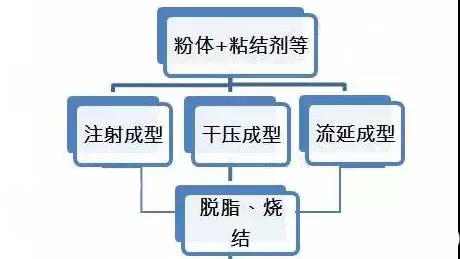
▲ 圖2 粗胚的制作流程

▲ 圖3 燒結成型后的框體粗胚
如采用干壓成型,干壓/燒結工序中主要不良現(xiàn)象表現(xiàn)為燒結后框體翹曲變形及框體裂紋等。因在后段加工之前,陶瓷中框和陶瓷背板的流程大體是一致的,這里就不贅述了。
二、CNC/激光加工
陶瓷框胚的CNC/激光加工,主要是去除內腔邊和底部殘料,對框體進行修整。

▲ 圖4 陶瓷粗胚CNC/激光精加工示意圖
三、框體厚度粗磨
CNC/激光精加工后,需要對框體厚度進行加工。可使用研磨設備分別對框體兩面進行磨平加工到標準厚度,此工序良率較高,主要不良為厚度尺寸不良。

▲ 圖5 框體厚度粗磨示意圖

▲ 圖6 粗磨后陶瓷手機中框
四、內框臺階加工
完成框體厚度粗磨后,需要對中框內控進行臺階加工。使用定位銷粗讓中框定位在夾具上,氣缸加緊后使用探頭工具進行程序自動探邊分中和旋轉糾正。
五、外形加工
依靠前工序內腔加工的定位臺階進行夾具定位和固定進行外形加工,工序良率較高,主要不良為外形砂輪線不良。對外形輪廓加工后,需再對外形進行拋光加工。
六、內形加工
與外形加工不同的是,內形加工時,產品套入鐵內腔治具中,使用UV膠水粘合固定,然后使用磁鐵治具固定上機定位,使用探測頭進行精準定位加工。
七、CNC/激光打孔及孔位加工
內外形狀加工完后,需對中框側面打孔,再使用CNC對孔位進行加工。CNC加工時,氣缸治具側面加緊進行加工,分四次工序分別進行4個側面的加工。
八、拋光精磨
全部加工完后,再對中框進行精磨,使得手感更加細膩,產品更加精致。
九、清洗
后段加工完成后,需要對制件進行清洗。
十、檢測
陶瓷中框的檢測與3D玻璃類似,但多了一項微裂紋檢測,其它包括輪廓度、整體翹曲度、截面翹曲度、整個中框的厚度等。
十一、鐳射/PVD
鐳雕是利用高能量密度的激光對工件進行局部照射,使表層材料汽化或發(fā)生顏色變化的化學反應,從而留下永久性標記的一種打標方法。是目前陶瓷外殼表面處理的一種常用方法。PVD濺射是用帶電粒子轟擊局部包裹的靶材,而產生logo圖像的技術。
十二、AF處理
利用蒸鍍方式,在陶瓷表面鍍上一層涂層,該涂層使陶瓷表面不易產生指紋,耐磨性佳。
十三、全檢
全部加工工序完成后,需要對制品進行全檢。
十四、包裝出貨
將全部加工工序完成后檢驗合格的陶瓷中框進行包裝。
部分素材來自網絡
 在線留言
在線留言
 聯(lián)系我們
聯(lián)系我們
 微信
微信

 回頂部
回頂部